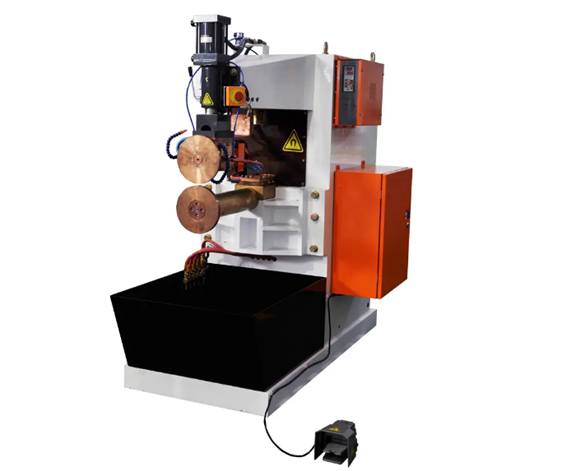
Working principle and characteristics of seam welding machine
Seam welding machine refers to the resistance welding machine in which the weldment is assembled into a lap joint or butt joint and placed between two roller electrodes. The roller electrode pressurizes the weldment and rotates. Continuous or intermittent pulse power is transmitted to form a continuous weld. It is widely used in the thin plate welding of oil drums, cans, radiators, aircraft and automobile fuel tanks, and sealing containers in jet engines, rockets and missiles.
Working principle of seam welder:
1. The basic type of seam welding of the seam welding machine is based on the mechano electrical coordination mode of the rotation of the roller electrode and the welding current. The roller electrode rotates continuously, the weldment moves at the same speed, and the welding current passes continuously, forming a welding spot every half cycle. The welding speed can reach 10~20m/min due to the poor weld surface quality, the actual application of the limited intermittent seam weldment continuously moves at the same speed, and the welding current passes through intermittently. According to the plate thickness, the welding speed can reach 0.5~4.3m/min, which is widely used. The welding current passes through when the weldment is stationary, and the joint formation is very similar to spot welding. The welding speed is relatively low, generally up to 0.2~0.6m/min, and it is only used to manufacture high sealing welds such as aluminum alloy and magnesium alloy. If according to the joint form, seam welding can be divided into lap seam welding, flattening seam welding, circumferential seam welding, backing foil butt seam welding, copper wire seam welding, etc.
2. During seam welding of seam welding machine, each welding point also goes through three stages: pre pressing, electric heating and cooling crystallization. It can be considered that:
(1) The metal being heated by electricity under the direct compression of the roller electrode.
(2) The adjacent metal that is about to enter under the roller electrode is subject to certain preheating and partial pressure of the roller electrode.
(3) On the one hand, the adjacent metal just coming out from the roller electrode begins to cool, and at the same time, it is still under the pressure of the roller electrode.
Working method of seam welder:
According to the mechano electrical coordination mode of roller electrode rotation (weldment movement) and welding current passing (electrification), it can be divided into the following three types.
1. Continuous seam welding
The roller electrode rotates continuously, the weldment moves at a constant speed, and the welding current passes through continuously, forming a welding spot every half cycle. The welding speed can reach 10~20m/min due to the poor surface quality of the weld, and the practical application is limited.
2. Intermittent seam welding
The weldment moves continuously at a constant speed, the welding current flows intermittently, and a welding spot is formed every time “on off”. According to the plate thickness, the welding speed can reach 0.5~4.3m/min, which is widely used to produce the gas, water and oil seal welds of ferrous metals.
3. Step seam welding
The weldment moves intermittently, and the welding current passes through when the weldment is still. Each “pass move” will form a welding spot, and the forging pressure can be applied. Joint formation is very similar to spot welding. The welding speed is relatively low, generally up to 0.2~0.6m/min, which is only used to manufacture high sealing welds such as aluminum alloy and magnesium alloy.
Features of seam welding machine:
1. Seam welding, like spot welding, is a welding process under the combined action of heat and machinery (force). In comparison, its mechanical (force) effect is insufficient in the welding process (except for step seam welding), and the faster the welding speed is, the more obvious the performance is.
2. Seam welding seam is composed of overlapping welding points, so the shunt during welding is much more serious than that of spot welding, which brings difficulties to thick plate welding of high conductivity aluminum alloy and magnesium alloy.
3. The surface of roller electrode is easy to be damaged, which will deteriorate the surface quality of welding seam. Therefore, the dressing of electrode is a problem worthy of special attention.
4. Since the sectional area of seam weld is usually more than twice of the longitudinal load area of the base metal (the thinner the plate, the greater the ratio), the damage must occur in the heat affected zone of the base metal. Therefore, there is little emphasis on joint strength for seam welded structures, which mainly requires good sealing and corrosion resistance.
Related Posts


