Tips for mold maintenance
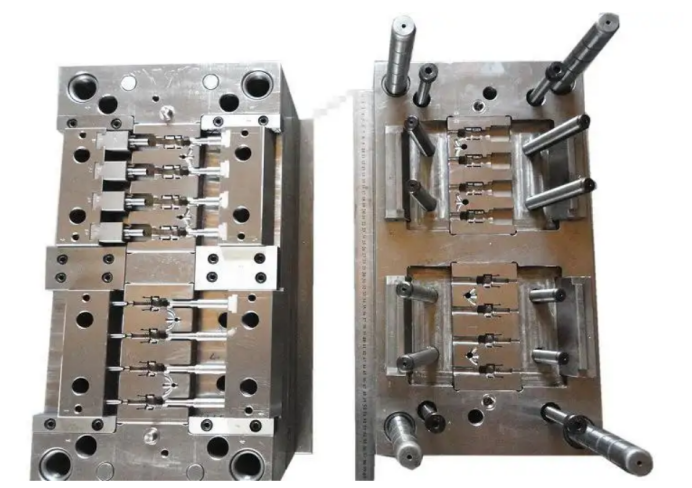
The mold uses more materials in production, has a long manufacturing cycle, and has high processing costs, especially for sophisticated and complex molds and large molds. Therefore, it is necessary to maintain the mold before, during and after production.
The quality of mold use and maintenance has a great impact on casting quality and mold service life. The purpose of mold maintenance is to improve production efficiency, reduce production costs, reduce failures and quality problems, and extend mold service life
How to maintain the mold?
Protection of mould corrosion
The maintenance is multifaceted. If the storage area is poorly ventilated and the relative humidity exceeds 70%, the mold will rust quickly. For the parts used in the mold, if the surface is rusted, it will affect the use, and it can not be repaired in serious cases, which is easy to cause scrapping. Therefore, rust prevention is very important for mold maintenance and must be highly valued
When all kinds of molds are out of service, the working parts and sliding parts shall be subject to anti rust treatment in a timely manner. There are many methods of rust prevention, the most common one is to use rust inhibitor, that is, to coat the surface of parts with rust preventative oil or grease. This method is more practical and simple.
(1) Antirust oil
The antirust oil is made of cylinder oil as the base, refined paraffin wax 10% (mass fraction) and castor oil 5% (mass fraction).
(2) Antirust grease
The antirust grease has a variety of additives according to the antirust object. Before rust prevention, the sundries left in the mold, such as residues, dirt, oil, etc. during demoulding, shall be thoroughly removed, and the surface shall be evenly coated or brushed with a thin layer of rust inhibitor after cleaning.
Anti rust oil or grease shall be used according to the storage time of the mold. Anti rust oil is suitable for short storage time, and anti rust grease is suitable for long storage time.
When no suitable antirust oil or grease is available, the use of ordinary oil or grease can also play a role in antirust
When the mold is used again, the oil on the mold should be removed and wiped before use. The method of degreasing is to dismantle the mold first, and then brush it with thinner or other solvents to ensure that the rods, core splicing parts and surface are completely degreased. For the parts that cannot be disassembled, solvent can be injected, and compressed air can be used to blow and scrub at the same time.
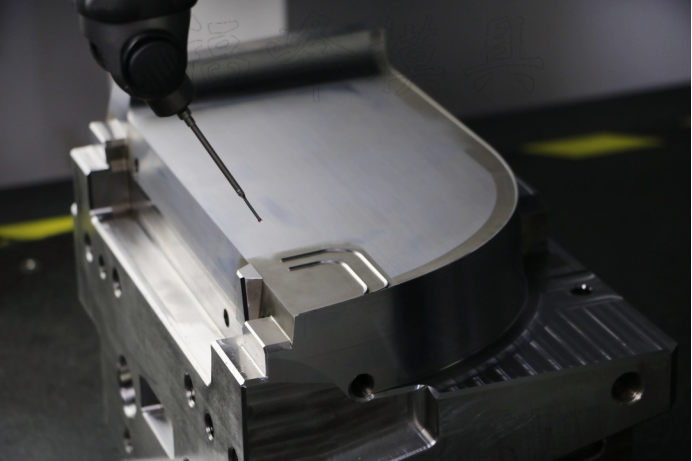
Maintenance during mold installation
(1) Before installing the mold, the upper and lower surfaces of the mold shall be cleaned to ensure that the mold mounting surface and the working table of the press are not damaged by pressure, and the parallelism of the upper and lower mounting surfaces of the mold during production shall be maintained.
(2) After the mold is installed, open the mold and clean all parts of the mold, especially the guide mechanism. For the surface part mold, clean its surface to ensure the quality of the parts.
(3) Lubricate and grease the sliding parts of the die. Check all parts of the mold, especially the safety parts. Such as: safety side pin, safety screw, side guard, punching waste channel, etc
(3)Maintenance in production
During production, the corresponding parts of the mold shall be oiled regularly. Such as: pressing ring and fillet of drawing die; The cutting edge of the trimming die; Flanging cutter block part, etc. Regularly clean the small hole waste channel of the trimming and punching die.
four
(4)Maintenance after production
(1) After the production, the mould shall be comprehensively inspected.
(2) The mould shall be completely cleaned to ensure the cleanliness of the mould.
(3) Clean up the waste in the mold to ensure that there is no waste in the waste box.
(4) Report the use status and post use situation of the mold to the mold voucher truthfully
The secondary maintenance of the mold refers to the regular and systematic maintenance of the mold according to the technical status and complexity of the mold.
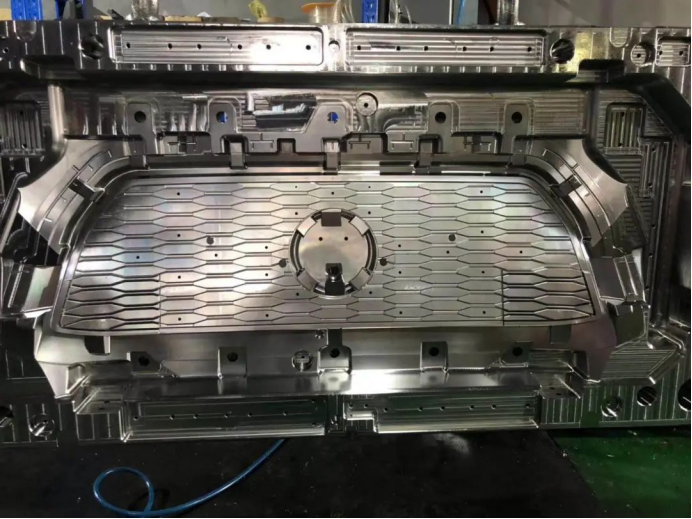
Punch and die of drawing die:
The main problems of the convex and concave dies of the drawing die are galling and the indentation of the surface. During maintenance, the fillet galling parts of the die are mainly polished. If there is pressure pit, repair welding shall be carried out for the mold, and then repair shall be carried out

Guide parts (guide post, guide sleeve, guide plate, etc.):
The main reasons for the occurrence of such phenomena as drawing marks on the die during operation are dirty lubricating oil and deviation of guide clearance. Pull marks on guide parts shall be eliminated by polishing after pushing with an oilstone.
Trimming knife edge:
In the process of using the die, the blade is easy to collapse and collapse. At this time, the damaged knife edge of the mold shall be repaired by welding.
Spring and other elastic parts:
In the process of use, the spring is one of the most easily damaged parts of the mold, which usually breaks and deforms. The method to be adopted is replacement, but the specification and model of spring must be paid attention to during replacement.
The specification and model of the spring are determined by the color, outer diameter and length, and can be replaced only when the three items are the same.

Punch, punch sleeve:
Most of the punches and punch sleeves used on the die are standard parts, and the punches are easy to break, bend and gnaw during the use of the die. The punching sleeve is generally gnawed.
The damage of the punch and the punch sleeve is generally replaced with parts of the same specification. Punch parameters mainly include working part size, installation part size, length size, etc.
Fastening parts:
Check whether the fastening parts are loose or damaged. The solution is to replace the parts with the same specifications
Related Posts


