Machining scheme of holes with different accuracy
Recently, I saw some social friends asking about the processing method of holes. I saw that this information is better. I can share it with you for common progress.
Cylindrical hole machining with different precision and different blank:
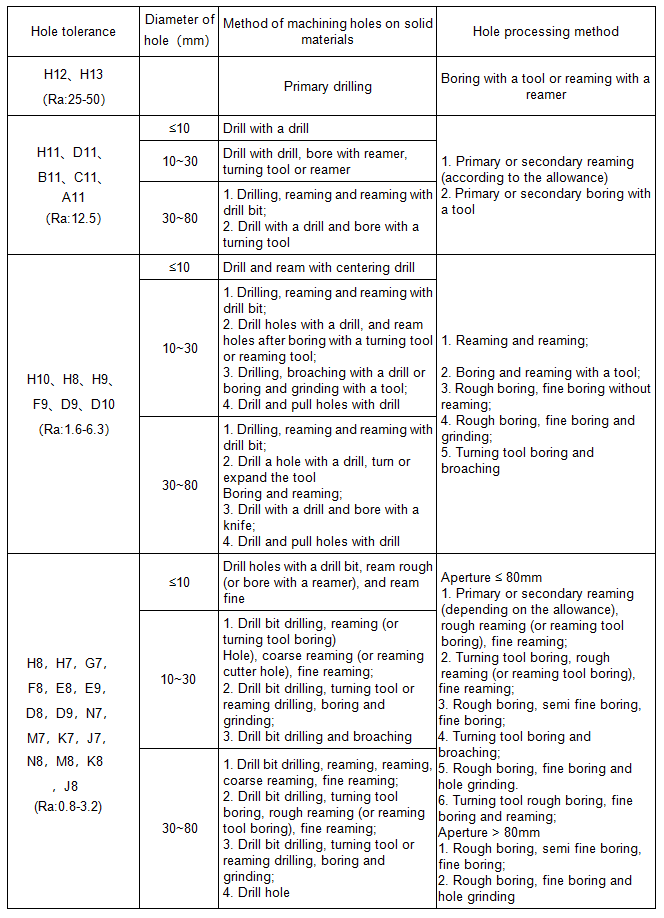
Example: hole Φ 25 (0, +0.033), tolerance H8, fried dough twist to hole. Φ 24.8 ream to Φ 25 (0, + 0.033) holes Φ 35 (0, +0.062), hole tolerance H7, fried dough twist drill. Φ 34.8, ream to Φ 35(0,+0.062)
Φ 8 (0, +0.018), hole tolerance is about H7-H8, center drill positioning, fried dough twist to Φ 6. Rough boring to Φ 7.5,
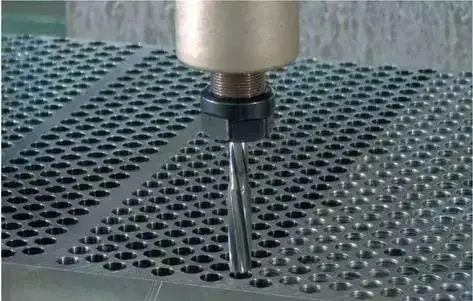
1. When drilling a hole with a larger diameter (greater than 30mm), it is not suitable to drill it with a large drill at one time. It is best to drill it multiple times, that is, drill with a smaller diameter drill first, and then expand it to the required size with a larger diameter drill.
The hole selected as the base hole is called the reference hole, and the reference hole is numbered H (the lower deviation value is 0 and the upper deviation value is positive)
The axis selected as the datum in the base axis system is called the datum axis, and the datum axis code is h (the upper deviation value is 0, and the lower deviation value is negative)
Cylindrical surface machining:

Related Posts


