How to Solve the Machining Deformation of Thin Wall Workpieces on NC Lathe
The order needs to process thin-walled workpieces, and we really need to master certain technologies and skills. Because in the cutting process of these workpieces, the thin wall is easy to deform due to the cutting force, which leads to the “waist” phenomenon of ellipse or small in the middle and large at both ends. In addition, due to poor heat dissipation during processing, thin-walled casing is very easy to produce thermal deformation, which is difficult to ensure the processing quality of parts.
Today, for example, as shown in the figure below, this kind of part is not only inconvenient to clamp, but also difficult to process, so it is necessary to design a special thin wall casing and guard shaft.
Process analysis
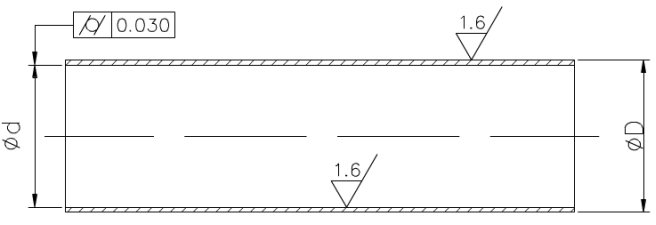
According to the technical requirements provided in the drawing, the workpiece is processed with seamless steel pipe, and the surface roughness of the inner hole and outer wall is Ra1.6 μ m. It can be achieved by turning, but the cylindricity of the inner hole is 0.03mm, which requires high requirements for thin-walled parts. In batch production, the process route is roughly as follows: blanking – heat treatment – turning end face – turning excircle – turning bore – quality inspection.
“Inner hole processing” process is the key to quality control. It is difficult to ensure a 0.03mm cylinder when cutting the inner hole without excircle and thin-walled casing.
Key technologies of turning hole
The key technology of turning holes is to solve the problems of rigidity and chip removal of inner hole turning tools. The following measures shall be taken to increase the rigidity of the inner hole turning tool:
(1) Increase the sectional area of the tool handle as much as possible. Generally, the tip of the inner hole turning tool is located above the tool handle, so the sectional area of the tool handle is less than 1/4 of the hole sectional area, as shown in the left figure below. If the tip of the inner hole turning tool is located on the centerline of the tool handle, the sectional area of the tool handle in the hole can be greatly increased
Related Posts


