High quality group hole punching solution of NC punch
Preface
With the continuous progress of fiber laser technology and the continuous decline of laser processing cost, there is an obvious trend in the sheet metal processing market, that is, gradually transfer the products below the medium batch originally used for stamping by NC punch to NC laser cutting machine. However, people in the industry also clearly realize that NC punch still has its irreplaceable advantages, which are mainly reflected in the following points: sheet metal processing combined with NC stamping; Large quantities of non cutting and punching sheet metal processing; Sheet metal processing with dense mesh.
At present, these three kinds of sheet metal processing closely rely on the characteristics of NC punch, and still produce huge economic benefits in the process of sheet metal processing.
Solution
This paper discusses how to complete high-quality dense mesh stamping under the condition of reasonable operation cost.
technical requirement
Mesh parts generally include the following types of products: ventilation door panels of cabinet base stations, ordinary wall panels and ceilings of subway tunnels, screens of fluid equipment, silencing wall panels of public facilities such as theatres and venues.
Technical requirements for mesh stamping of different products: ⑴ mesh of cabinet type requires greater ventilation efficiency, so it has higher requirements for density; (2) tunnel wallboard and ceiling are relatively for limited noise reduction and weight reduction, so they have certain requirements for flatness, so as to facilitate on-site assembly; (3) in addition to the requirements for the passing efficiency, the fluid screen also has high requirements for the stiffness of parts due to the pressure brought by the fluid itself; (4) the silencing wallboard of public facilities often requires that the hole diameter processed is small, and at the same time, it also has high requirements for the surface quality of products.
It can be seen from the above that the dense mesh stamping we are discussing is not a simple “screening”, but an efficient sheet metal processing process with a certain technical content, and will cause massive economic losses due to the negligence of processing manufacturers on some technical requirements. These losses are not only reflected in the large amount of rapid loss of ordinary molds, but also reflected in the secondary and tertiary processing, And the resulting unexpected defective rate and scrap rate.
special requirements
Typical group hole stamping cases and corresponding technical requirements.
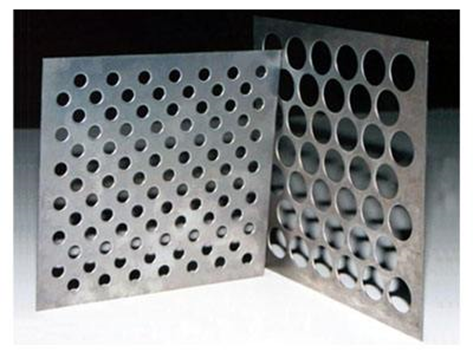
(1) customers are not allowed to re level dense mesh plates (Fig. 1). The technical difficulties of this kind of mesh plate mainly lie in the huge deflection after group hole stamping and the plate collision accident in the stamping process caused by plate warpage.

(2) dense mesh plate with hole spacing very close to plate thickness. The technical difficulty of this kind of mesh plate lies in the material between mesh holes. The torsion caused by too close hole spacing is easy to cause the scrapping of the whole mesh plate.
(3) dense mesh plate with hole diameter very close to plate thickness. The technical difficulty of this kind of mesh plate is that the hole diameter is almost close to or even less than the plate thickness, resulting in frequent needle breakage of the die in the stamping process, resulting in low stamping efficiency and high cost.
(4) dense mesh plate with hard material. The technical difficulty of this kind of mesh plate is that due to the high shear strength of the plate material, it causes the rapid wear of the die punching needle and intensifies the frequency of needle breakage, resulting in ultra-high product scrap rate and die wear rate.
(5) dense mesh plate made of aluminum / aluminum alloy. The technical difficulty of this kind of mesh plate is that the aluminum plate will produce a large amount of aluminum debris in the stamping process, which will stick on the die surface and inside the die guide sleeve, resulting in rapid wear and even scrapping of the die in the repeated rolling process.
The stamping of the above five kinds of mesh plates basically covers the headache problems encountered by various manufacturers, and always lingers.
At the same time, many manufacturers also adopted some wrong methods in this process, which further exacerbated the problem, such as:
(1) the numerical control punch with poor or even unable to guarantee medium accuracy is used. The alignment of large-size stations of some brands of CNC punch presses (such as D station and E station of thick turret type punch press) is actually very poor. In addition, even the reputation CNC punch press will lose its alignment with the passage of time if it is not well maintained and maintained. If the station is selected by mistake at this time, the mold with good quality and the thoughtful scheme will become empty talk.
(2) the die guide sleeve with poor centering accuracy is used. When selecting the guide sleeve for group hole stamping, the manufacturer must use the guide sleeve with high guiding accuracy, high coordination with the station, excellent quality and certain reputation. At the same time, the newer the better, because the guiding accuracy of the guide sleeve is related to various quality problems encountered during group hole stamping.
(3) punch core and lower die with poor material and low red hardness index are used. Group hole stamping is an intensive processing technology. Therefore, the punching frequency of the punching needle in the group hole die is much higher than that of the punching core of the ordinary die. In particular, many manufacturers often use a set of hole group die to crack tens of thousands of mesh holes due to the limitation of station or capital. The material quality of the punching core and lower die, as well as the difference of red hardness, will directly determine the success of hole group punching. Because the poor punching needle will lose its hardness too quickly due to continuous high temperature, resulting in serious quality accidents.
(4) punch cores with too large surface roughness or without coating are used. The edges of many inferior punch cores have not been finely ground, so the roughness of the side of the edge is very large, resulting in a huge friction coefficient. As a result, it is easy to produce chip nodules on the surface of the punch core, and repeatedly squeeze the punch core and lower die in the stamping process, resulting in rapid scrapping. When punching stainless steel plate and aluminum plate without coating, the die will be rapidly passivated under the dual influence of adhesive wear and extrusion wear.
(5) wrong group hole pattern layout is used. The typesetting of group hole die is also a knowledge. Many engineers mistakenly believe that the more the number of group hole punching needles is, the better. In fact, it is a huge efficiency black hole.
The principle of selecting the number of punching needles is how to complete the production of mesh parts with the least punching times, rather than putting the most punching needles in one station. The following is a simple example to illustrate. As shown in Figure 2, it is a 20 hole part. If a single hole blow is used, it needs to be completed 20 times. For this part, there will be many arrangement methods of hole molds, such as 2 × 2 the layout (Fig. 3) can complete the stamping of 4 holes at one time. 3 × 2 layout (Fig. 4) can punch 6 holes at one time, but after simulation, we found an interesting phenomenon: 2 × 2. In fact, the layout only needs 4 times of group hole punching and 4 times of single hole punching, and the processing of this part can be completed in 8 times; And 2 × 3. The layout needs 2 group hole punches and 8 single hole punches, that is, 10 punches are required to complete the processing of the parts. If this case is extended to a part with thousands of meshes, it is easier to see the huge efficiency improvement brought by the reasonable layout of group hole mold.
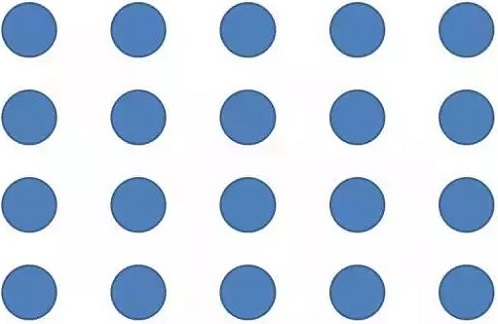
Fig.2 parts with 20 holes
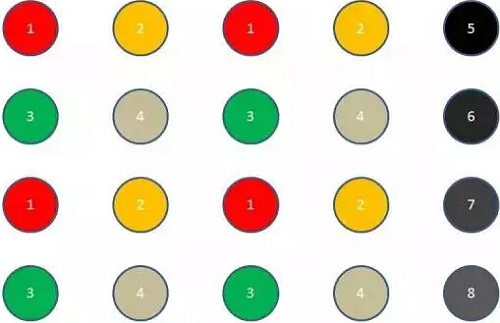
Fig.3:2 × 2 stamping mode of layout
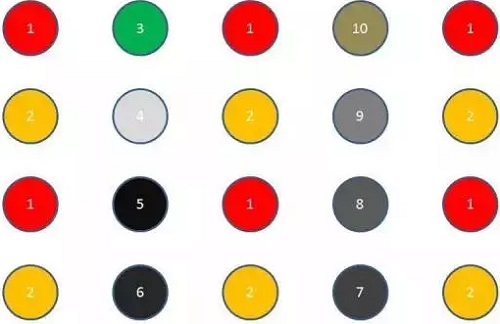
Fig.4:2 × 3 stamping mode of layout
(6) wrong programming and path are used. The programming of group hole stamping is also a profound knowledge. Some engineers directly start the automatic typesetting path after importing the tool into the software, and directly use this path as the path of group hole stamping. It should be emphasized here that different software produced by different companies will produce different paths with different efficiency and effects due to different core algorithms, resulting in mesh board products of different quality. In addition, due to laziness, some engineers even punch the group hole die in sequence, pushing the accumulated deformation potential energy to one end of the plate, resulting in an extremely warped product.
(7) wrong stamping method is used. Many sheet metal processing manufacturers use a b-station die to punch mesh products. Regardless of the serious inefficient processing caused by tens of thousands of stamping, the plate warpage caused by the excess deformation potential energy caused by tens of thousands of stamping alone is very large.
Technical scheme
Next, we can give the corresponding technical scheme for the most difficult micro hole distance and micro size group hole stamping in the application of group hole stamping.
(1) the so-called micro size group hole stamping refers to the group hole stamping method in which the diameter of each single hole is very close to the plate thickness. If it is divided according to the material, the hole size meets the definition of micropore within the following proportion range: for aluminum plate, the diameter of single hole is 50% ~ 120% of the plate thickness; For carbon steel plate, the diameter of single hole is 75% ~ 120% of the plate thickness; For stainless steel plate, the diameter of single hole is 100% ~ 150% of the plate thickness.
(2) The so-called micro hole spacing group hole stamping refers to the group hole stamping method in which the edge distance between each single hole is very close to the plate thickness, although the aperture of each single hole is much larger than the plate thickness. The biggest difficulty of this method is the distortion and deformation of the material between holes in the repeated stamping process.
1) Problems in micro hole / macro group hole stamping:
Part of the punching needle of the group hole die is easy to break the needle. The reason for this problem is that due to the accuracy of the machine tool and die and the clamping of the punching needle, the punching needle and the side of the lower die are unnecessarily scratched or twisted, resulting in the frequent occurrence of needle breakage.
2) Prerequisites for micro hole / macro group hole stamping:
① Ensure that the sheet metal factory uses the CNC punch with good reputation in the market. Since there are many such equipment in the Chinese market, and the price ranges from 400000 to 600000 yuan, the user unit should first make a correct evaluation of the CNC punch used by itself to see whether the equipment is used to meet the needs of general punching or has higher requirements, so as to decide whether the project is launched or not.
② Even for brand machine tools, the use status of the equipment needs to be investigated. We must use mechanical or photoelectric centering rods (Fig. 5). The alignment of the planned station should be carefully and carefully tested. If the station has lost its original alignment, the project will not be carried out.

③ In addition, the user shall also check whether the clamp state of the machine tool is intact and whether the lead screw and moving unit operate normally, so as to prevent positioning failure during plate movement.
④ The user unit also needs to confirm with the final customer whether the mold is allowed to use oil bath lubrication and whether the plate surface is allowed to be brushed with oil during the processing of the parts. If the customer allows the use of lubricating oil (Fig. 6), it also needs to confirm whether its own machine tool is equipped with air blowing or drip oil bath lubrication function. If so, please be sure to turn it on. If not, it needs to purchase more group hole molds, In order to prevent unnecessary core punching and overheating of the lower die in the stamping process, resulting in rapid wear and even scrapping of the die.
After ensuring that the above boundary conditions are correct, we can introduce the concept of fully guided die to complete the micro hole / macro distance group hole stamping process.
3) Features of fully guided die.
The so-called fully guided mold is actually the mold manufacturer, which uses its own high-precision processing ability to hard process the high-hardness materials that are heat treated first. While ensuring that the mold guide sleeve is not affected by the subsequent heat treatment, it also introduces a high-precision grinding process, so as to ensure that each part of the mold has a matching ratio as small as possible and minimize the assembly tolerance chain of the whole mold.
Taking the thick turret super energy fully guided die produced by mate or Murata marathon fully guided die as an example, what is finally reflected in front of the customer is that the punch core can pass through the opening of the return plate and leave only 0.02mm gap on each side, so as to ensure that the punch core can go up and down or fall in the center of the opening of the lower die during the stamping process, The alignment between the punching needle and the lower die hole is ensured as much as possible.
In this way, while the client ensures the accuracy of the machine tool, the die also improves its accuracy to the highest level possible, ensuring the normal progress of micro hole / macro group hole stamping from two aspects.
4) Precautions for fully guided micro hole / macro stamping.
At the same time, the client also needs to pay close attention to the following problems:
① Whether the operators of the machine tool have received routine training, and whether they can judge whether the stamping state of the die is normal, whether grinding is required, and whether the alignment of the station needs to be adjusted again through hearing and vision.
② The number and density of holes in the group of holes will determine whether the processing of the product requires only one pair of molds or several pairs of molds to reduce the problem of mold overheating caused by too many holes.
③ Whether the process engineer has selected the right layout of the group hole die and programmed the correct frog leaping group hole stamping program.
④ Whether the corresponding stamping speed and plate moving speed are selected for group hole stamping, whether the timely maintenance of molds and equipment is carried out, and whether the real-time monitoring of the burr state of parts is carried out.
Related Posts


