Common cutting tools for CNC machining (I): milling cutter
With the wide application of NC machine tools in production practice, NC programming has become one of the key problems in NC machining. In the process of NC programming, tools should be selected immediately in the state of human-computer interaction. Therefore, programmers must fully understand and master the cutting tools, so as to ensure the processing quality and efficiency of parts, give full play to the advantages of NC machine tools, and improve the economic benefits and production level of enterprises. Now let’s talk about the tools commonly used in CNC.
1. Application of milling cutter
Milling is the most varied and widely used cutting method among various cutting methods. Therefore, whether it is slotted hole, concave cut, plane or even various modeling surfaces can be processed, and excellent surface brightness and accurate dimensions can be obtained through milling. The milling cutter is a kind of circular cutter with multiple edges. The principle of milling is to use the rotation of multiple edges of the milling cutter to produce cutting effect. Therefore, although the cutter cuts into the workpiece very deeply, the cutting amount of each edge is not large. Therefore, the cutting thickness of each edge can still be kept very thin, the processing surface is also good, and the service life of the cutter can be maintained for a long time. With good cutting efficiency and wide application, milling cutter plays a very important role in metal processing at present.
Because milling cutters can almost replace most of the traditional cutting tools in the current cutting process, there are not only many kinds but also complex in the design and manufacture of milling cutter materials, shapes, structures, etc. Now only the following types of milling cutters commonly used in general die milling are introduced.
2. Types of milling cutters
In die milling, because the die itself is a workpiece with complex shape, considering the factors such as cutting efficiency, tool life and workpiece shape, it is impossible to use only a single shape milling cutter to complete the die processing. Therefore, milling cutters of different shapes are often used to process molds in mold processing. Generally, there are three kinds of milling cutters most commonly used in mold processing: A. end milling cutter; B. Ball knife; C. Round nose knife.
2.1 characteristics of end milling cutter
When milling a 2D shaped workpiece, since the area in contact with the workpiece is the outer edge and bottom surface, very efficient values can be used for both tool spacing and cutting depth. On the contrary, when milling a 3D shape mold, you can find that the contact area with the workpiece is almost close to the sharp point, so you must reduce the tool spacing or cutting depth, so the machining efficiency is reduced.
The shape of the end milling cutter is shown in the right figure. The outer edge and bottom surface of the milling cutter have milling teeth to form the cutting edge, so it can be used to mill the vertical surface and vertical surface of the workpiece. The shape change of end milling cutter is very complex. It is suitable for all kinds of machining, such as milling plane, groove or contour surface, etc. it can be said that it is the most widely used milling cutter. Generally speaking, end milling cutter is very suitable for 2D shape workpiece, but it is not so suitable for 3D shape mold processing. We explain the problems occurred when the end milling cutter is applied to die processing for the following reasons:
1、 In the area indicated in the following picture box, you can see that this is a sharp point. Therefore, it is very fragile. Once the sharp point collapses here, the service life of the milling cutter will end. Therefore, the service life of end milling cutter is not very stable.
Therefore, in the mold processing, the end milling cutter will generally be used to process the 2D area in the mold, such as the vertical plane and horizontal plane, or the sharp corner area in the mold will be processed by the end milling cutter. In the traditional mold processing, end milling cutter will also be used for rough machining. The following icons are examples of actual machining of end mills.
2.2 ball knife
As shown in the figure below, the milling cutter with a ball shape at the bottom edge is a ball cutter. Ball cutter is frequently used in current mold processing, especially when milling 3D mold, ball cutter is an indispensable tool.
Compared with the former – end milling cutter, because the ball cutter does not have a sharp edge like the bottom of the end milling cutter, but a blade with R angle, the blade of the ball cutter is stronger and not easy to collapse; In other words, the life of the ball cutter will be more stable than that of the end milling cutter. In addition, the contact area between the ball cutter and the workpiece is the cutting edge of R angle, so the tool spacing can be larger during finishing, and the machining surface also has excellent effect.
Therefore, whether it is tool life or processing efficiency, ball cutter is a good choice in mold processing! However, similarly, the ball cutter will encounter some problems in die processing. When milling 3D dies, although the contact area between the ball cutter and the workpiece is the cutting edge with R angle, the actual contact position will change with the shape of the workpiece. This difference will bring the following effects.
2.2.1 cutting speed
The most basic concept of cutting is to give the cutting edge and the relative speed of the material to be cut. When the material of the cutting edge is harder than the material to be cut and the cutting speed is reached, the contact area between the material to be cut and the cutting edge will be removed. Therefore, the cutting speed is very important for the cutting effect of the tool. If the cutting speed is not enough or too low, the blade is not cutting the workpiece, but grinding the workpiece. In order to produce cutting speed, it is to rotate the workpiece to produce cutting speed in turning; In milling, it is rotating the tool to produce cutting speed. As shown in the following figure,
When rotating, the corresponding cutting speeds of points 1, 2 and 3 are different, and even the cutting speed of point 2 is almost equal to 0. The disadvantage of the ball cutter is the unstable cutting speed. As an example of the following figure,
You can see that when the ball cutter is milling a 3D workpiece, the contact position between the blade and the workpiece will constantly change, so the cutting speed will always change. At two points a and C, the cutting speed is stable, so this area is the cutting edge cutting the workpiece, and a good machining surface can be obtained. At two points B and D, the cutting speed is too low or even no cutting speed, resulting in the blade rubbing the workpiece, and the quality of the machined surface will be greatly affected.
2. 2. 2. Tool loss
When milling a flat area, the ball cutter is as follows: at this time, most of the positions in contact with the workpiece are a, B and C. So it is actually milling the workpiece with the bottom of the ball cutter. When the area of the whole workpiece is large, in addition to the low cutting speed at the bottom of the ball cutter, the blade at the bottom will also wear quickly. In fact, the blades on both sides are not used, so the quality of the machined surface is not only low, but also the accuracy of the machined surface will be affected due to tool loss.
Ball cutter is most commonly used for milling in die processing.
Ball cutter is most commonly used to mill 3D molds in mold processing, especially in finishing and corner clearing processing, but it is not suitable for milling flat areas. Due to the small contact area with the workpiece, the tool spacing cannot be increased. The following icon is an example of the actual machining of the ball cutter.
2. 3. Round nose knife
As shown in the figure below on the left, the shape of the round nose cutter is similar to that of the end milling cutter, which is designed with a flat bottom. The difference is that the bottom of the round nose cutter is a blade with R angle rather than a sharp point, so the strength of the blade is better than that of the end milling cutter and is not easy to collapse. Therefore, the service life of the cutter will be better than that of the end milling cutter.
In addition, the round nose cutter has better machining efficiency than ball cutter and end milling cutter, especially in rough machining. Because the bottom of the round nose knife is flat, the horizontal knife spacing of the round nose knife can be larger than that of the ball knife. In finishing, it also has the same advantages as ball cutter, so the cutter spacing can also be larger. Therefore, whether it is used for rough machining or finish machining, the round nose knife is a very suitable choice.
When milling 3D molds, the round nose knife has another advantage, which is unmatched by the ball knife. The ball cutter itself will change greatly with the cutting speed according to the different contact position with the workpiece, so the quality of the machined surface is unstable. Although the round nose knife also has such a situation, the change of its cutting speed is not as great as that of the ball knife. Therefore, the quality of the workpiece processed with a round nose knife is certainly stable. The reason why the cutting speed of the round nose cutter is stable is explained below.
2. 3. 1. Cutting speed
The following figure shows the simulation of the contact between the round nose knife and the workpiece when milling the 3D workpiece,
You can see the position where the blade contacts the workpiece at points a, B, C and D. No matter how the blade contacts the workpiece, the contact area of the blade will fall in the areas I and II shown in the left figure below. It can be clearly understood from this figure that even if the contact point of the round nose knife will continue to change like the ball knife, the resulting change in cutting speed will not be as violent as the ball knife. Even at the positions of B and D, the cutting speed of the ball knife will be almost 0, but the round nose knife can maintain a certain cutting speed. Therefore, when machining with a round nose knife, of course, the cutting edge can be maintained in the cutting state, and the quality of the machined surface will be stable. The figure below on the left shows the rough machining with round nose knife. The advantage of rough machining with round nose knife is that the horizontal knife spacing can be used very large, so the rough machining efficiency is much better than that of ball knife; As follows:
The figure shows finishing with a round nose knife. The advantage of the round nose knife is that the cutting speed changes stably, so you can see that the surface of the workpiece shows the brightness of the metal after being cut after finishing.
3. Distinguish by tool device
Generally, the use of milling cutter can be divided into the following two forms of milling cutter: A. discarding cutter; B. Integral cutter
3.1 discarding cutter
This form of cutter, as the name suggests, that is, the cutting edge of the milling cutter is replaceable. Generally, the design is divided into two parts: cutter base and blade. The blade is the blade in the milling cutter, which is used to cut the workpiece, while the cutter base is used as a fixed or supporting blade. The diameter of the cutter base determines the size of the milling cutter. In addition, the cutter base can also be designed with multiple edges. The blade part has many changes in shape, material… And so on. The user can change the appropriate blade according to different processing conditions. After all cutting edges on the blade are worn, the blade will be discarded without regrinding, and only a new blade needs to be replaced. Therefore, tool cost and flexibility are its advantages. The following figure shows the discarding tool.
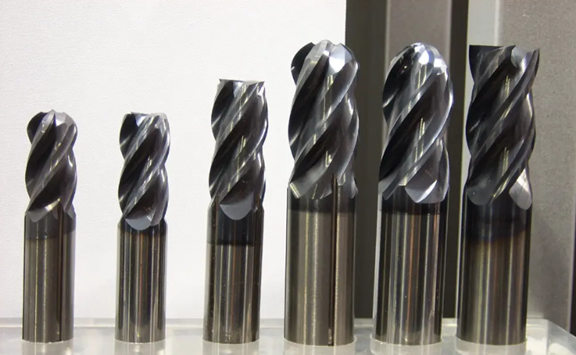
3. 2. Integral cutter
The integral cutter is designed to integrate the blade and the cutter body. The blade on the milling cutter and the milling cutter body are made of the same material. Therefore, the accuracy and strength of the integral cutter will be higher than that of the abandoned cutter, but the material cost of making the cutter will be higher, and the blade can be reused only after being worn. In addition, considering the strength of the blade and the difficulty of making, it is very difficult to make abandoned cutters below 10mm, so milling cutters below 10mm are generally integral cutters. The following figure shows the integral tool.
The above classification, summary, analysis and influence of end milling cutters commonly used in CNC are welcome.
Related Posts


