Analysis of ten defects in aluminum die casting
Die casting is a metal casting process, which is characterized by the use of mold cavity to apply high pressure to molten metal, similar to plastic injection molding. Die casting is especially suitable for manufacturing a large number of small and medium-sized castings, so die casting is the most widely used one of various casting processes. Compared with other casting technologies, die casting has a more flat surface and higher dimensional consistency. However, nonstandard operations and parameters will also produce a wide variety of defects
1、Flow marks and patterns
Visual inspection: the casting surface has stripes consistent with the flow direction of the molten metal, and there are obviously visible non directional veins different from the color of the metal substrate, and there is no development trend
The causes of flow marks are as follows:
(1) The mold temperature is too low;
(2) The runner design is poor, and the position of the inner gate is poor;
(3) The material temperature is too low;
(4) Low filling speed and short filling time;
(5) The gating system is unreasonable;
(6) Poor exhaust;
(7) The spray is unreasonable.
2、Reticulate fin (turtle crack)
Visual inspection: there are raised or sunken marks like reticular hairline on the surface of the die casting, which will expand and extend with the increase of die casting times

The causes are as follows:
(1) There are cracks on the surface of the die-casting die cavity;
(2) The preheating of the die casting die is uneven.
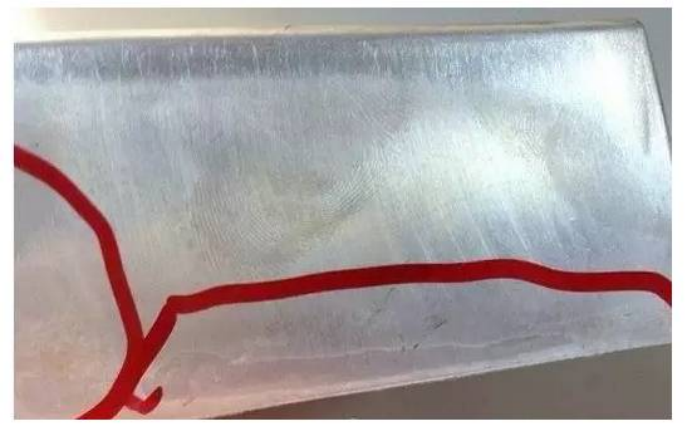
3、Cold shut
Appearance inspection: the surface of the die casting has obvious, irregular, sinking linear lines (there are two kinds of penetrating and non penetrating), small and long in shape, and sometimes the junction edges are smooth, which may break under the action of external forces.

(1) The two metal streams are connected with each other, but they are not fully fused and there is no inclusion between them, and the bonding force between the two metals is very weak;
(2) The pouring temperature or die casting mold temperature is too low;
(3) Wrong runner position or too long flow path;
(4) Low filling speed.
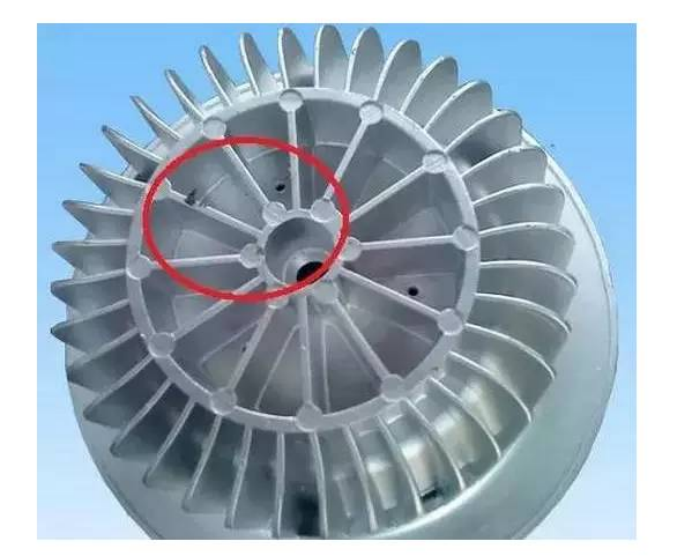
4、Dent
Visual inspection: there are smooth dents on the surface of most of the thickness of the die casting (like a disc)

The causes are as follows:
(1) Caused by shrinkage
-Improper design of die castings, large wall thickness difference;
-Improper runner position;
-The injection ratio is low and the pressure holding time is short;
-The local temperature of the die casting die is too high.
(2) The design of cooling system is unreasonable;
(3) Early mold opening;
(4) The pouring temperature is too high.
5、Impression
Visual inspection: the trace left by the contact between the casting surface and the surface of the die casting mold cavity or the step trace on the casting surface.

The causes are as follows:
(1) Caused by ejecting element
-The end face of ejector rod is worn;
-The adjustment length of ejector rod is inconsistent;
-The splicing part of the die casting mold cavity does not fit well with other parts.
(2) Caused by splicing or moving parts
-The splicing part is loose;
-Loose or worn moving parts;
-The side wall surface of the casting is formed by inserts with moving and fixed dies interpenetrating each other.
6、Adhesion marks
Appearance inspection: small pieces and metal or non-metal parts are welded with the metal substrate, and small pieces are peeled off under the action of external force. Some of the stripped casting surfaces are bright and some are dark gray.
The causes are as follows:
(1) There are metal or non-metallic residues on the surface of the die casting mold cavity;
(2) During pouring, impurities are brought in and attached to the cavity surface.
7、Delamination (skin inclusion and peeling)
Visual inspection or damage inspection: there are obvious layers of metal in the casting part

The causes are as follows:
(1) The mold is not rigid enough, and the mold shakes during the filling process of liquid metal;
(2) The ram crawls during the injection process;
(3) Improper design of runner system.
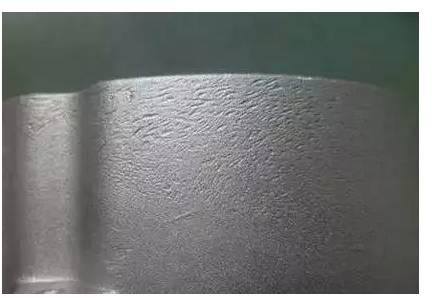
8、Friction ablation
Visual inspection: the die casting surface has rough surface in some places

The causes are as follows:
(1) The position, direction and shape of the ingate caused by the die casting mold (mold) are improper;
(2) The cooling of the parts where the metal liquid washes violently at the ingate caused by casting conditions is insufficient.
9、erosion
Visual inspection: there are pits or convex lines at local positions of die castings
The causes are as follows:
(1) Inappropriate location of ingate;
(2) Poor cooling conditions.
Related Posts


