Analysis of ceramic 3D printing technology
As a widely used traditional material, ceramics is exquisite and durable. However, its hard and brittle characteristics make the 3D printing of ceramic materials more difficult. However, once the application is mature, its benefits are very large. Because the traditional ceramic preparation process can only produce products with simple three-dimensional shape, and the cost is high and the cycle is long. The development of ceramic 3D printing technology makes it possible to prepare complex ceramic products. The advantages of 3D printing technology, such as simple operation, high speed and high precision, have injected new vitality into ceramics. There have been a lot of research abroad, and there have been 3dceram, lithoz and other companies focusing on ceramic 3D printing. At present, the domestic ceramic 3D printing technology is not mature enough. Scientific research institutions such as Tsinghua University and Xi’an Jiaotong University are studying, and ten dimensional technology and other enterprises that dare to explore have emerged.
Materials and Applications
Ceramic material is one of the three solid materials with excellent characteristics such as high hardness, high temperature resistance, low density, good chemical stability and corrosion resistance. At present, ceramic 3D printing mainly includes alumina ceramics, zirconia ceramics, calcium phosphate ceramics and so on.
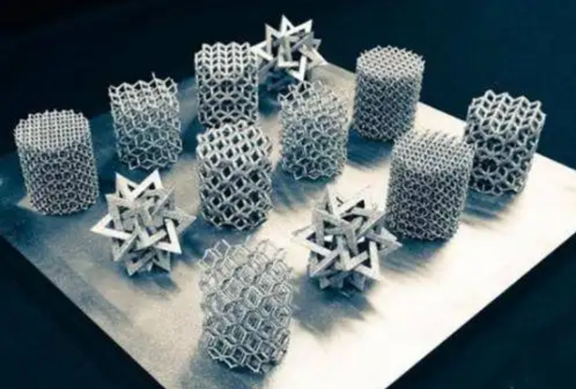
Ceramic 3D printing can prepare multifunctional ceramics with complex structure and high precision. It will be widely used in construction, industry, medicine, aerospace and other fields. It has good application prospects in ceramic cores, orthopedic substitutes, catalysts and other directions, which will bring great changes to our life.
mixed ingredients
According to the forming technology and final performance requirements, select appropriate raw materials, generally including ceramic powder, binder and additives, and mix them evenly in a certain proportion.
Ceramic material forms for 3D printing include:
The slurry, the mixture of ceramic components and other solvents and additives, is formed by physical and chemical methods;
Ceramic wire, used for melting and stacking process;
Ceramic powder, a mixture of ceramic powder, mineralizer, binder, etc., used for laser sintering, bonding, etc;
Ceramic sheet, press forming and bonding.
3D printing forming
3D printing technology is used to realize the forming of ceramic parts, and the ceramic body with specific shape and structure is obtained. See the introduction of various ceramic 3D printing and forming technologies later for the specific methods.
Green body post-treatment
After the ceramic body is cleaned, surface strengthened, repaired and dried, the strength and accuracy of the body can meet the requirements, which is conducive to the subsequent heat treatment.
Degreasing and sintering
Put the intact green body into the furnace and conduct heat treatment according to the set temperature system, baking atmosphere and pressure. This process is divided into two stages: heating to more than 600 ℃ to remove the organic matter in the green body, which is a very sensitive stage prone to defects; Heating to more than 1000 ℃ to realize densification and form ceramics is the process of grain growth, grain boundary formation and ceramic strength, which determines the final properties of products. After sintering and cooling, the final ceramic product can be obtained.
Ceramic 3D printing forming technology
At present, ceramic 3D printing forming technology can be mainly divided into inkjet printing technology (IJP), melt precipitation technology (FDM), layered solid manufacturing technology (LOM), selective laser sintering technology (SLS) and three-dimensional light curing technology (SLA). The ceramic parts can be obtained after the ceramic body printed by these technologies is degreased and sintered at high temperature. According to the different forming methods and raw materials, each printing technology has its own advantages and disadvantages, and there is a gap in the degree of development.
Inkjet printing technology (IJP)
It is mainly divided into three-dimensional printing and inkjet deposition. Three dimensional printing is developed by MIT. Firstly, the powder is laid on the workbench, the binder is sprayed to the selected area through the nozzle, and the powder is bonded together to form a layer. Then, the workbench is lowered, and the above process is repeated after powder filling until the whole part is made. The binders used include silica gel, polymer binder, etc. The three-dimensional printing method can easily control the composition and microstructure of ceramic body, but the body needs post-treatment, low precision and low strength.
Inkjet deposition method is developed by Evans and edirisingle of Brunel University. It sprays the suspension containing nano ceramic powder directly from the nozzle to deposit ceramic parts. The key of this process is to prepare evenly dispersed ceramic suspension. At present, the ceramic materials used include ZrO2, TiO2, Al2O3 and so on. The main factors restricting its development are the configuration of ceramic ink and the blockage of inkjet print head.
Slurry extrusion technology (similar to FDM)
Similar to the melting deposition forming (FDM) of plastic 3D printing, it is basically realized by the combination of three structural components: feed roller, guide sleeve and nozzle. Firstly, the hot-melt filamentous material (spray wire mixed with ceramic powder) passes through the feed roller and enters the guide sleeve under the cooperation of the driven roller and the driving roller. The low friction property of the guide sleeve makes the filamentous material enter the nozzle accurately and continuously. After the material is heated and melted in the nozzle, it is extruded out of the nozzle. The extruded ceramic polymer composite solidifies due to the temperature difference, and 3D printing is carried out according to the designed original shape.
Some processes also use high viscosity ceramic slurry as raw material, which is extruded directly through the nozzle and dried and solidified in the air.
Although the technology can realize a variety of material combinations, the minimum extrusion diameter is limited, the structure is limited, and the precision is low. It is more suitable for the biological manufacturing field of ceramic crafts and porous materials. The technology needs to set up a supporting structure, high nozzle temperature and high requirements for raw materials.
Layered solid manufacturing technology (LOM)
A thin material stacking process, also known as thin material selective cutting. Directly cut the film material (including binder) by laser, move the lifting worktable, cut a new layer of film material, superimpose it on the previous layer of material, and bond it under the action of hot adhesive parts. It is a process from layer to three-dimensional parts directly.
Fast forming speed, suitable for manufacturing layered complex structural parts; There is no need to set up a supporting structure, and the post-processing process is relatively simple. Ceramic sheet materials can be prepared by tape casting method. The technology of preparing ceramic sheet materials by tape casting method at home and abroad has also been relatively mature, and the acquisition of raw materials is convenient and fast. However, due to the need for cutting and stacking of thin film materials, a large amount of material waste is inevitable, and the utilization rate needs to be improved. At the same time, the laser cutting used in the printing process increases the printing cost. It is not suitable for printing complex and hollow parts. There is obvious step effect between layers, and the boundary of the final product needs to be polished.
Selective laser sintering (SLS)
Ceramic 3D printing is mainly realized by matching the three structural components of pressing roller, laser and worktable. The powder is spread on the workbench through the pressing roller, and the computer controls the laser beam to scan the powder within the specified range. The binder in the powder is melted by laser scanning to form a layered structure. After scanning, the worktable descends, the pressing roller is paved with a layer of new powder, scanned again by laser, bonded with the previous layer of solidified flake ceramics, repeated the same step, and finally printed out the finished product.
Because it is difficult to sinter ceramics directly, it is necessary to add binder to ceramic powder or make raw materials into the structure of coated ceramics. The type and amount of binder and the problems of low density and poor mechanical properties of ceramics after adding binder have always restricted the development of this technology. It is difficult to obtain ceramic parts with high precision, high degree of * * * * and high density. At the same time, due to the use of laser, the cost of printing ceramic parts is high and the later maintenance is cumbersome.
Stereo lithography (SLA)
Also known as light curing technology. According to the type and action mode of light source, it is divided into laser scanning curing (SLA) and DLP (digital light processing) surface curing process.
The left is the forward type and the right is the inverted type
SLA technology realizes the solidification of single layer through laser scanning exposure. According to the cross-section of the liquid and the ceramic, the laser beam is designed to be mixed point by point, and then focused to the middle surface of the photosensitive layer. After the surface is solidified in the XY direction, the three-dimensional printing of ceramic parts is completed by layer superposition through the movement of the lifting table in the z-axis direction. DLP technology realizes the solidification of single layer through the projection exposure of area light source. The liquid resin that can be cured under ultraviolet light is used as the binder and mixed with ceramic powder and other raw materials to prepare the ceramic slurry. The computer controls the ultraviolet light to irradiate the corresponding area according to the contour line of each section. The slurry quickly solidifies to form a layer of contour, which is superimposed layer by layer, and the newly cured layer is bonded to the previous layer, which is repeated until the forming is completed.
The development of light curing forming technology has been relatively mature, which is suitable for making parts with complex structure and high precision requirements. Some companies have developed light curing 3D printing equipment.
Ceramic 3D printing technology has broad application prospects and huge market potential, so it is also a very popular research direction today. In terms of 3D printing technology, the research of materials will be the biggest difficulty, and the next will still be the key research and development direction. Industrial applications will also be gradually implemented with the maturity of technology.
Related Posts


