Five axis machining center: understand five axis linkage milling
Abstract: five axis linkage milling can optimize the cutting process and parameters, which is conducive to reducing tool wear and post machining. It is the trend of the development of automobile mold processing technology. It is suitable for machining convex surface and shallow concave surface with small curvature with ball end milling cutter. It can also be used for machining free surface with side of milling cutter. The 3 + 2 axis machining method can speed up the tool walking to the greatest extent. NC milling has higher precision and less post-processing than profiling milling. The realization of five axis high-speed milling needs to continuously strengthen the function of the machine tool computer numerical control system, so that it can directly receive and use all the design data, forward-looking process multiple program blocks, and facilitate users to intervene in the computer-aided manufacturing process to correct the design data.
1 Introduction
The application of high speed cutting (HSC) technology to process and manufacture molds has many advantages, such as high cutting efficiency, significantly shortening the machining time, high machining accuracy and good surface quality. Therefore, it can greatly shorten the mechanical post-processing, such as grinding, manual post-processing and auxiliary working hours for sampling and inspection. When manufacturing a drawing die for an automobile door abroad, the high-speed milling technology is applied after rough milling, which increases one and a half finishing milling process by about 10h compared with the traditional milling process, but the finishing milling time is shortened from 36h to 30h, which completely saves the subsequent fitter’s work of leveling the cutting trace for 20h, the fitter’s shovel scraping is reduced from 30h to 4h, the fitter’s polishing is reduced from 20h to 10h, and the total man hour is shortened from 106h to 54H.
The production practice shows that the introduction and application of high-speed milling technology, especially the related five axis linkage milling, computer aided design (CAD) / computer aided manufacturing (CAM) and computer numerical control (CNC) technology, has effectively promoted the development of automobile mold manufacturing.
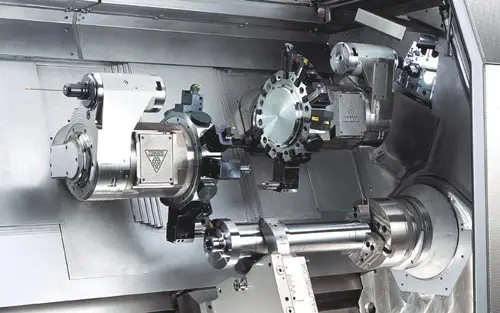
2 five axis linkage milling
Milling can obtain a good curved approximate surface. When the ball head tool is used for three-axis linkage milling, the tool can be cut to any coordinate point on the workpiece through the linear feed movement in the direction of X, y and Z axes, but the direction of the tool axis cannot be changed. The actual cutting speed of the point on the tool axis is zero, and the chip holding space in the center of the tool is also very small. If these points participate in cutting, adverse cutting conditions will lead to the decline of machining surface quality, the aggravation of blade wear and the extension of machining time, so that high-grade tool materials can not be fully utilized.
Compared with three-axis linkage milling, five axis linkage milling has a series of advantages. At this time, the direction of the cutter axis can be adjusted at any time through the movement of the two rotating shafts, so that the included angle between the milling cutter axis and the workpiece surface and the actual cutting speed remain unchanged. The tool path can be set more flexibly to meet the requirements of the given peak and valley depth of the workpiece surface. When the ball head tool is used for machining, the chip is always separated on the hemispherical surface no matter where the tool is relative to the workpiece. Therefore, chips with the same geometry and size are always cut off each time. What changes is the movement track of the blade when separating chips, as well as the blade contact conditions and cutting geometric movement conditions determined from this. In other words, the cutting process and geometric motion parameters can be affected by purposefully changing and determining the orientation of the tool, and they can be optimized from the aspects of tool wear, surface quality and machining process stability.
Of course, the NC programming of five axis linkage milling is more complex, which requires higher computing power and speed of computer numerical control (CNC) system. It is required to avoid interference and collision while requiring large compensation movement of each linear feed axis of the machine tool. Therefore, in mold manufacturing, we can only use the advantages of five axis linkage milling to process workpieces in a certain range.
Five axis linkage milling can be satisfactorily used to process parts with shallow concave, such as a die-casting die for the roof lining of commercial vehicles. When the complex workpiece surface can be mathematically described by side milling with milling cutter, five axis milling can also be applied. A foreign automobile manufacturer used the tool travel of five axis milling to process the outline and blank holder of the movable combined die at the same time. However, the mold with deep concave and complex local shape can not be processed by the usual five axis milling, because the tool may interfere with the workpiece.
Limited to the current level of technological development, the motion speed and acceleration of the two rotating axes of the five axis linkage cutting machine tool are low, resulting in the five axis linkage milling often unable to give full play to the performance and power of the high-speed cutting machine tool. At this time, the more appropriate compromise scheme is 3 + 2 axis machining, which not only ensures that the geometric motion conditions of each point on the workpiece contour are basically the same, but also makes the trajectory motion speed and acceleration relatively high. In practical application, firstly, the workpiece contour is divided into different areas, and the orientation of the tool is adjusted as best as possible in each area. Then, the three-axis linkage interpolation method is used to cut the contour of each area of the workpiece. Although the cutting conditions cannot be guaranteed to be completely unchanged, adverse conditions can be avoided, such as the central part of the tool head participating in cutting.
Practical experience shows that when using cylindrical end milling cutter for five axis linkage milling, the tool spacing is wide, which has an adverse effect on the required manual post-processing, because the convex peaks indicating the post-processing position on the workpiece contour are far away from each other, and the possibility of forming undulating and uneven surface after manual grinding increases, which is not allowed in the die of automobile panel. In contrast, using ball head tools, the tool spacing is much smaller, resulting in a groove trough close to the approximate contour, which can point out the direction for manual grinding of the die surface.
The mold industry puts forward special requirements for the machine tool industry, one of which is the five axis linkage machine tool. Statistics show that 50% ~ 80% of all products of some specialized machine tool manufacturers in Germany are provided to mold manufacturers, of which at least 16% and at most 50% ~ 60% are five axis linkage control machine tools. There are even manufacturers that mass produce and provide CNC machine tools that can interpolate up to six axes, which are mainly used to process inclined planes and holes. In addition, a considerable proportion of profiling milling machines are still provided to mold manufacturers, but the number is decreasing year by year. General machine tool manufacturers also provide a high proportion of products to mold manufacturers, but they are mainly used for processing and manufacturing small and medium-sized molds, such as household appliance molds or toy molds. Among them, the proportion of five axis linkage machine tools is not high, accounting for only about 3% ~ 5%.
Every moving axis of the machine tool is a source of error. The movement of two rotating axes on the five axis linkage machine tool makes the machining accuracy more difficult to reach the specified value than the three-axis linkage machine tool, but the mold manufacturing accuracy of the order of 0.1mm is not difficult to reach. Machine tool manufacturers believe that the accuracy problem is not decisive and has not stopped the development trend of investing in the production of five axis linkage machine tools. The primary factor affecting the motion accuracy and speed of five axis linkage machine tool is the performance of control system, then the performance of driving system and the level of mechanical design.
3 automatic control of die processing
Only by establishing the overall concept from product design, process planning, NC programming to milling, that is, the integration of CAD / CAM technology, can we provide a suitable way to realize the five axis linkage milling of free surface.
Mold manufacturers with five axis linkage machine tools criticized the practice of only using CAM technology. In practice, it can be found that a small part of the work of automobile manufacturing supporting manufacturers is completed by NC milling directly using CAD data. Most of the geometric data of workpieces are still provided by customers in the form of imitation samples or design models. A few years ago, the automotive industry began to demand the complete abandonment of the use of samples and models to make molds, although this goal is not easy to achieve in a short time.
Compared with the average machining accuracy of profiling milling of 0.6mm, the machining accuracy of NC milling is higher and can be controlled within 0.2mm. The elimination of imitation processing and die color matching and scraping can also prevent cumulative errors. For example, a change in temperature alone can cause a size change greater than 0.1mm on a large sample. For another example, when the finished model or its parts are damaged and cannot be repaired and need to be replaced, the machining accuracy of the connecting surface is required to be within 5 μ Within m, it can only be obtained by direct NC milling. Practical experience shows that the manual post-processing workload of the surface generated in this way can be reduced by 50%. These real advantages are of decisive significance for mold manufacturing. Therefore, more and more manufacturers directly apply digital control technology to manufacture all molds.
After hard development, like three-axis linkage NC, in modern mold manufacturing, the five axis linkage NC system also allows the operator to overspeed feed the machine tool through the console knob, so as to improve the moving speed of the tool as much as possible. In the face of users’ complaints, that is, when the NC processing program is normally generated through CAD data, cam processor, NC processor and post processor, the data required for subsequent editing and compensation no longer exists in the machine tool control system. The manufacturer of the control system is changing the method to directly transmit all CAD data to the CNC system for utilization. In this way, although the NC machining program does not contain information data related to the normal vector of cutting points, for example, the NC system can still carry out three-dimensional tool compensation. In addition, it is also allowed to easily change process contents such as machining strategy, tool path, used tool, workpiece position and so on directly next to the machine tool. Only this technical improvement can double the running speed of the whole process of NC machining.
In view of the problem that NC programming language affects the speed and accuracy of process operation, some manufacturers put the improvement goal on the CAD description of surfaces that can be processed directly by the NC system, that is, without bridging through NC programming language. As a result, the normal time of NC system processing program block is reduced to 2ms, and the shortest time can reach 0.5ms. In this way, the speed of the NC system is no longer the bottleneck, and the feed drive system of the automobile die, which needs to drag heavy workpieces, has become a weak link.
Because CAD data is often defective or incomplete, and NC system manufacturers try to facilitate users to intervene in cam process to find and correct incorrect data, but tool compensation is still completed by NC system. At this time, in addition to compensating the tool length, the radius of the small and reground tool can be compensated within the narrow tolerance range, and there is no need to adjust the tool path. The NC system currently provided by these manufacturers can compensate the tool length and workpiece position for five axis linkage milling.
In addition, the speed pre control (forward-looking) function, which is of great significance to mold manufacturing, has become a standard feature of modern CNC system. When the NC program is about to end, the feed speed of each block can not be adjusted to the zero feed speed of the NC program, so that when the NC program is about to end, the feed speed of each block can be reduced. The common free surface in mold manufacturing often requires dense intermediate interpolation points during processing. At this time, the forward-looking function can control the machine tool to produce smooth trajectory movement while maintaining a high tool path speed. Some manufacturers have further developed NC system with forward-looking function, which can compensate machine tool error during operation. On the other hand, due to the large amount of calculation required, the current machine tool control system can not find the machining interference through on-line calculation, which needs to be improved in the future.
4 Conclusion
Five axis linkage high-speed milling technology is widely used in automobile mold manufacturing, which promotes the development of automobile mold manufacturing. The application of five axis milling needs to pay attention to the applicable workpiece shape, favorable machining scheme and appropriate cutting tools. Only through the comprehensive use of computer-aided design / computer-aided manufacturing technology, especially the efforts to strengthen the function of machine tool computer numerical control system, can we give full play to the advantages of five axis high-speed milling and achieve results.
Related Posts


