
Several Solutions for Welding Deformation of Stainless Steel
During the processing of stainless steel parts, the deformation of parts caused by welding is often encountered. Part deformation is only a surface phenomenon. Due to the role of welding heat source, it is easy to overheat the weld metal and the welding heat affected area, which often leads to defects in the weld metal and the metal grains in the heat affected area. In addition, in order to prevent and eliminate the adverse effects of welding on parts, it is necessary to control the temperature of parts and wait for parts to cool down for the next weld welding or the next process processing, which will take a long time and affect the working efficiency. Therefore, several solutions are proposed for reference.
During specific welding, the volume of the part, especially the thickness, is closely related to the density of the weld bead, the height of the weld leg, etc. Especially during the processing of stainless steel sheet parts, the base metal (part) is melted by the heat source (arc) during welding (the sheet parts generally do not need to be filled with welding wires), so that the parts that need to be welded can be melted to form a molten pool, and then naturally cooled and crystallized to form a weld, because the part volume is too small, The welding heat cannot be dissipated quickly, which will lead to part warping and deformation, which will have a great impact on the appearance and form and position tolerance of the parts. To solve this problem, several aspects need to be started.
Welding plan
At present, two welding methods are generally adopted for stainless steel welding in factories: ⑴ electrode arc welding. This welding method is a more traditional welding method, which requires high requirements for welders, has a large heat impact on parts, has a long working time for post welding treatment, and is not easy to control the welding quality. However, the equipment is relatively simple, and different materials can be welded by flexibly changing the electrode materials; (2) Gas shielded welding. There are several types of gas shielded welding. Now we want to talk about the argon arc welding commonly used in factories when welding stainless steel, that is, a welding method using argon or mixed gas (MAG welding) as the shielding gas. This welding has the advantages of fast welding speed, small heat affected zone and simple post welding treatment. Therefore, in order to reduce the thermal impact of stainless steel parts, gas shielded welding shall be adopted as far as possible.
The left and right alternate welding method, symmetrical welding method and sectional welding method shall be adopted as far as possible when the welding process is formulated. The specific principle is that the inside is first followed by the outside, the less is first followed by the more, and the short is first followed by the long. Welding parameters such as welding current and arc voltage will also affect the welding deformation. When welding stainless steel components, the welding current will increase with the increase of parts. At the same time, in order to make the local heat of the weldment more uniform, the welding current should be strictly controlled. If the welding current is too small, the welding quality will be affected. If the welding current is too large, the welding deformation is likely to be serious. Therefore, the operator is required to adjust welding parameters such as welding current and arc voltage reasonably according to the thickness of part materials and weld requirements during welding.
welding technology
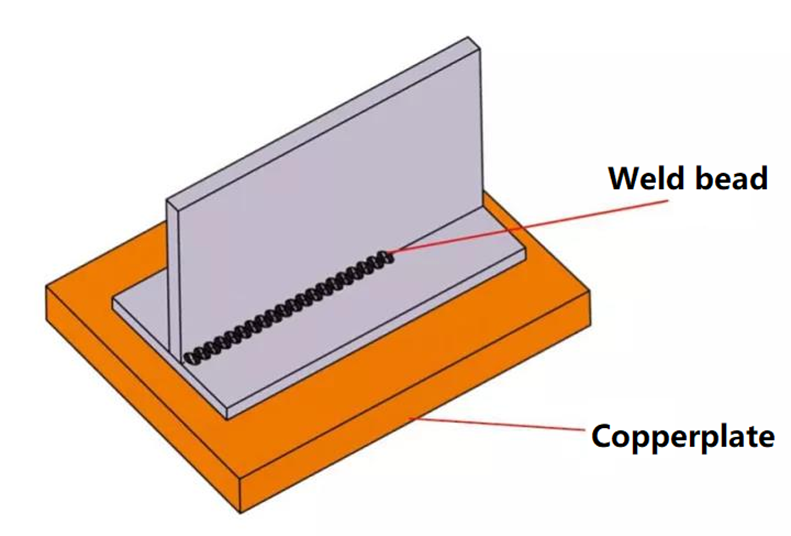
⑴ Small parts with simple shape.
For example, if the welding lapping method is L-shaped, T-shaped or planar lapping parts, copper plates (more than 8mm thick) can be added at the weld bead position below the parts, and the schematic diagram of copper plates added at the weld bead position is shown in Figure 1. As the heat transfer efficiency of copper plate is higher than that of steel plate, it can quickly take away the welding heat and reduce the thermal deformation of parts. If the shape of the part is not very flat or there is a bulge that is not convenient for close contact with the copper plate, thick cotton cloth or felt with good water absorption can also be used to pad the position of the weld bead under the part after being soaked, which can also effectively reduce the deformation of the part.
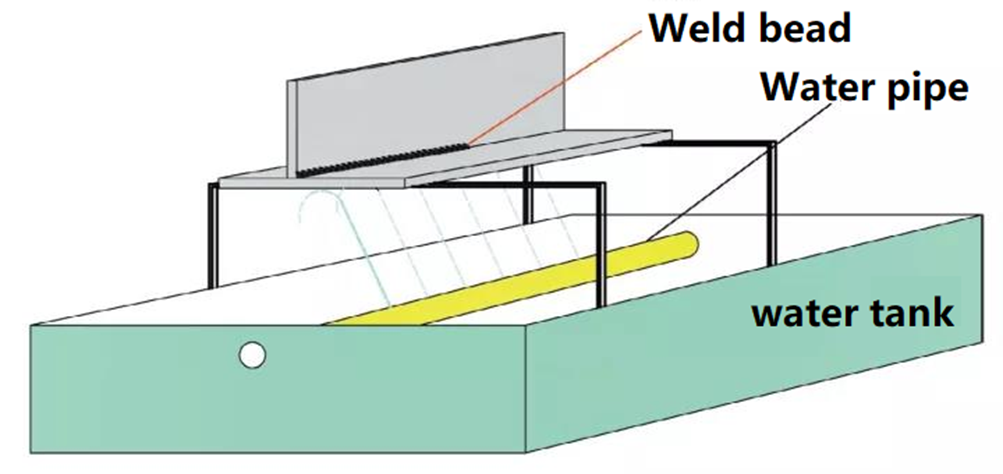
⑵ Complex shape or large parts.
Since the shape is complex or there is no space for copper plates, the above solution cannot be used to solve the problem, so the water cooling method needs to be used to solve this problem (Figure 2). Water cooling method is generally divided into two types: ① spray cooling method. The back of the weld bead of the part shall be cooled by water spray, which is applicable to the parts with large area. At the same time, the weld bead must be T-shaped or L-shaped (the water flow angle needs to be adjusted) to avoid water flowing into the weld bead. The advantages of this method are good cooling effect, convenient for batch production, while the disadvantages are that the requirements for welding conditions are high (special equipment is required), and the types of processing parts are single; ② Wet sand cooling method. For the weld bead in the form of plane lapping, the spray cooling method is not applicable because the water cannot be guaranteed not to enter the weld bead position. The wet sand cooling method can be used: select a container larger than the welding part to fill it with sand, fill it with clean water until the sand is completely saturated, place the part flat on the wet sand during welding, make the back of the part weld bead fully contact with the wet sand, and then start welding. The advantage of this method is that it is easy to operate and suitable for various parts with complex shapes; The disadvantage is that it is not easy to process large parts.
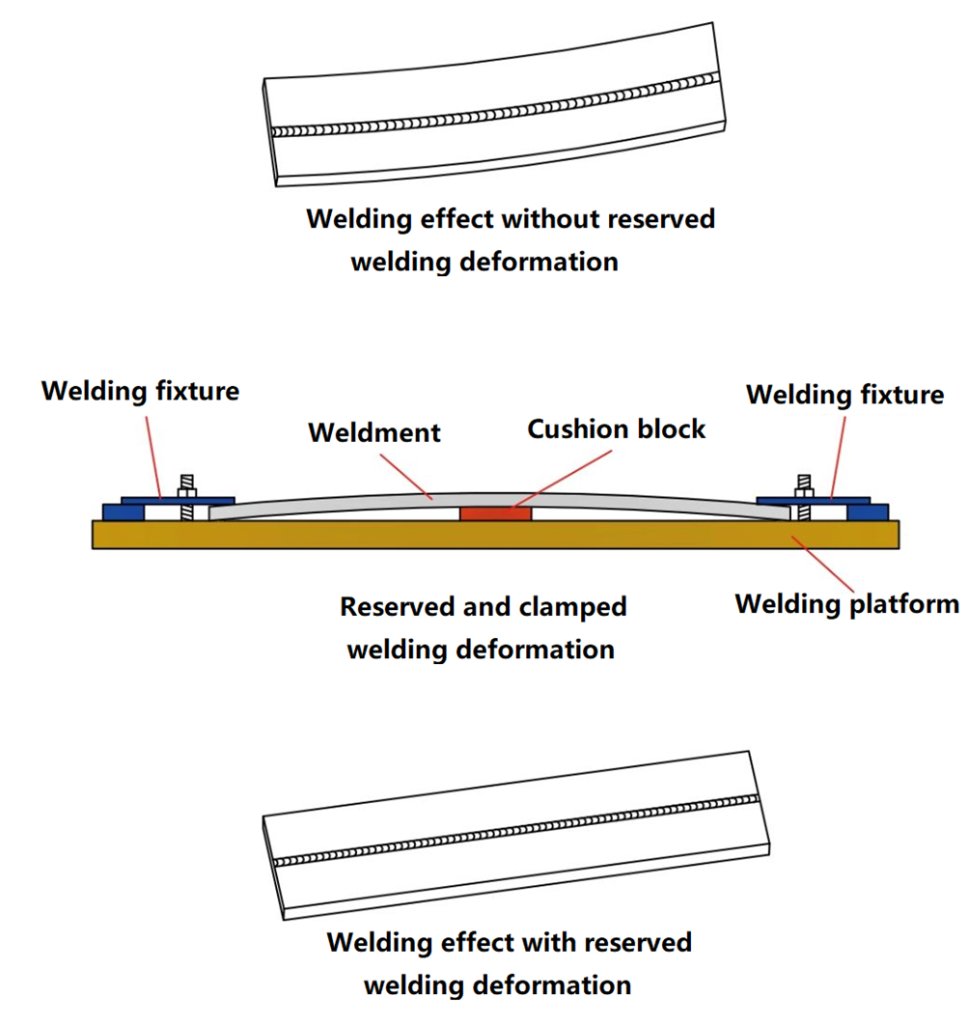
(3) Welding of large thick plate parts.
Generally, it refers to the welding of parts above 6mm. Due to the large part, long weld bead and high weld leg (large molten pool and large heat affected zone), bending deformation caused by thermal deformation will occur during welding of such parts. To solve this problem, it is necessary to start from several aspects: ① Take cooling measures in advance during welding (refer to the cooling plan for small parts); ② Welding reserved deformation. Because it is difficult for most parts to weld symmetrically on both sides at the same time or only one side is required to weld, bending deformation will occur due to uneven heating of parts during welding, so it is necessary to bend parts in the opposite direction of deformation in advance according to the length, material thickness (weld leg height) and shape of parts to offset the welding deformation of parts. This operation requires experienced engineering technicians or technicians to make judgments based on experience, fix parts with tooling fixtures, and make fine adjustments according to the actual effect after the first piece is processed.
Stress relief of parts after welding
Stainless steel parts are welded relative to ordinary carbon steel parts. The thermal conductivity of stainless steel is smaller than that of carbon steel, the resistance is greater, and the expansion coefficient is also greater. Therefore, stainless steel has slower heat transfer and greater thermal deformation. Even if the surface of a part does not appear to deform significantly after processing, it will change due to vibration, knocking or temperature changes during subsequent transportation and use, which will directly affect the appearance, size and use effect of the part. Therefore, larger parts, especially those with thicker materials (high weld leg height and large weld pool) and more weld beads, must be stress relieved after processing.
Natural aging and artificial aging can be used for stress relief. Natural aging is generally applied to large castings, not general welding parts, and the cycle is long, which is not convenient for construction period control; Artificial aging is generally divided into two types, namely heat treatment aging and vibration aging.
Heat treatment aging is to heat parts to 550~650 ℃ for stress annealing. This method saves time and is more efficient than natural aging. However, general factories do not have processing conditions and the cost of outsourcing processing and transportation increases, so it is generally not used.
Vibration aging is a commonly used method to eliminate the internal residual internal stress of engineering materials. It is to reduce the plastic deformation caused by the internal residual internal stress of the workpiece through vibration, so as to achieve the purpose of eliminating stress. The working principle is to place a motor system (vibration exciter) with eccentric weight on the component, support the component with elastic objects such as rubber pads, start the motor and adjust its speed through the controller, so that the component is in resonance state. The internal stress can be adjusted after 20~30min of vibration treatment. Generally, the cumulative vibration time should not exceed 40min. This method is adopted by most factories because of its low requirements for processing sites and simple operation.
The structure of the parts after artificial aging treatment is more stable, and will not change in structure and appearance due to the influence of the external environment, providing a guarantee for the stability of the part quality.
Concluding remarks
In a word, welding deformation is inevitable in stainless steel welding, which has a certain impact on the processing and actual use of stainless steel components. In order to avoid these effects, more efforts should be made in welding process, including welding method, process parameters, sequence, component positioning and clamping, and post welding treatment, so as to minimize welding deformation. In each link control process, engineering technicians and welding operators are required to closely cooperate, theoretical data are combined with the actual situation, a reasonable construction plan is formulated, and the welding deformation of components is comprehensively controlled according to local conditions to produce more perfect products.
Related Posts


